



























河南坤威:皮带输送机滚筒质量的要求?
发布时间:2023-02-27 作者:河南坤威机械制造有限公司 tag标签:
河南坤威为您介绍以下内容: 根据产品类型选择合适的安装方式;非接触式滑动开关应安装在远离强电磁干扰的地方,并用金属盖住。滑差报警值的设置应在实际测量后设置;每个皮带输送机的速度参数通常是不同的,实际的带式运行速度也会受到皮带输送机的安装方式和结构的影响,所以每个输送机都要逐一设置。机器滑动开关的动作报警值。
有些产品在皮带输送机启动时可以自动避免低速状态:输送机启动时,由输送机带动滑块开关。滑动开关通电一段时间后,开始正常检测带速。尝试显示实际速度和远程显示。传送速度信号的产品。
通过安装转向开关和滑动开关,可以有效降低输送带故障的可能性,减少停机时间,更好地保护运输设备和人员。
根据皮带输送机的实际移动速度,选择与测量范围相对应的产品;正常情况下,当皮带输送机正常运行时,带速约为2.5—4m/s,滚筒转速约为50—300rpm。同时,除了比较滚筒的速度和输送带的速度,比较滑动开关的类型外,选择皮带输送机启动时可以自动避免低速状态的产品。由于煤炭输送带的打滑报警实际上是低速报警,因此在输送机启动时应将打滑报警屏蔽。可采用输送带启动时延检测方法(即输送带启动后延时一段时间,带式输送机到达输送带后,启动滑块开关的工作功率。)正常速度),但实现起来比较麻烦。
河南坤威为您介绍以下内容:
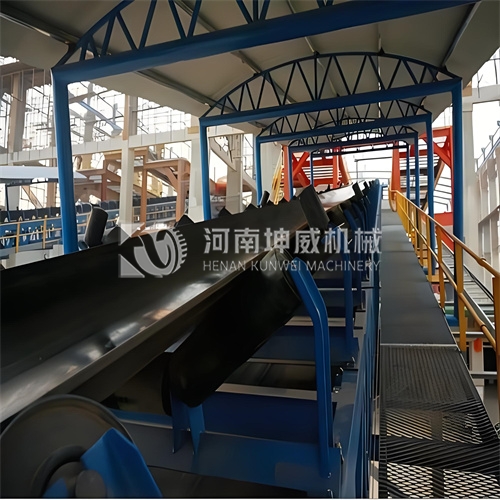
托辊组分平型式和槽型式两种,一般情况下托辊组与组之间的距离不能太远,根据实践情况而定,托辊组的中心线应与运送机架的中心线垂直,视点的过失不能大,尽可能做垂直。槽型皮带运送机托辊组的平托辊要平,斜托辊的斜度要一起,不然试机时皮带简略跑偏。为处理作业后的跑偏,托辊支架两端的设备孔加工成长孔,使托辊组可移动,就简略调整了。皮带输送机头部和尾部滚筒的设备,头部一 般设备驱动滚筒,尾部设备被逼滚筒,驱动滚筒和被逼滚筒的轴中心线应与运送机机架的中心线垂直。
设备时将头部滚筒和尾部滚筒的轴承座的固定孔相对应的机架上的固定孔做成长型跑道孔,以便设备后调整,假定皮带两端的松紧度不一致,导致运送带向紧的一侧移动跑偏,呈现这种情况,能够经过调整头尾部滚筒的轴承座的前后方位来处理。运送带的接口要平直。一般运送带的接口方法有两种:①是胶粘 法;②是钉皮带扣法。要求运送带接口两端要齐,切断线和皮带中心线要垂直咱们用钉皮带扣机钉皮带时,因为皮带宽,分二、三次才调钉完一个接口,导致没钉直,效果设备后呈现皮带跑偏,更大跑偏处在接 口处接口作业到什么地方跑偏就发生在什么地方。从头再钉好皮带扣后这个问题就处理了。
皮带运送机在建材等作业是一种志趣的运输设备,所以被广泛选用,但因为它的作业环境恶劣,呈现皮带跑偏的原 因就相对比较多,因此需求咱们在日常作业中,要常常查看,发现问题及时处理,不断总结经验,把握发生缺点的原因和规矩,找出相应的处理计划,为企业正常出产和翻开作出更大的奉献。
返回
有些产品在皮带输送机启动时可以自动避免低速状态:输送机启动时,由输送机带动滑块开关。滑动开关通电一段时间后,开始正常检测带速。尝试显示实际速度和远程显示。传送速度信号的产品。
以上就是坤威机械为大家整理《河南坤威:皮带输送机滚筒质量的要求?》的全部内容了,(以上内容仅供参考,具体情况需要具体分析,并不适用于所有现场。如有问题概不负责。)如果想了解更多关于输送机的知识,请拨打我们的电话进行联系吧
本文标题:河南坤威:皮带输送机滚筒质量的要求?
本文作者:河南坤威机械制造有限公司


 豫ICP备2020032919号-6
豫ICP备2020032919号-6


