



























皮带输送机的胶接顺序
发布时间:2023-11-09 作者:河南坤威机械制造有限公司 tag标签:皮带输送机
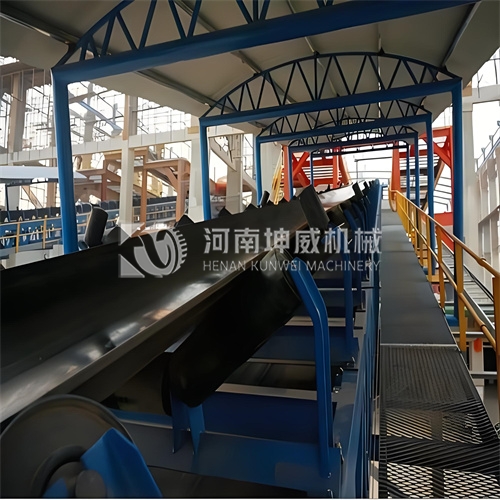
皮带输送机在胶接时,先将接头部分清洗于净,划出施工尺度线,包含基准线、中心线、切断线、切开线、边胶切开线及芯胶切断线。沿钢丝绳方向切开,抽出钢丝绳刮掉钢丝绳外表胶层,钢丝绳按1400mm,700mm相间切断。打毛要用电动圆盘钢丝刷清除钢丝绳外表残留胶,打磨接头各部位,留意不能磨亮裸露钢丝绳分界边际不能打焦。涂胶是钢丝绳及接头处胶合而清洗干净,涂两遍胶浆。贴合是先将硫化机的下机架,水压板,下加热板顺次放好,然后在上面铺白布。铺放下粘接胶板,盖胶鄙人,芯胶在上,预先复合外表涂胶干燥好后放在硫化机加热板上。在皮带输送机接头上下盖胶45℃斜面上贴1mm厚的斜坡胶条。将涂胶的接头放鄙人粘接胶板上,拉线找正两接头中心,对正后,找出接头的中心钢丝绳,按二级搭接头方法,从中心向两面边别离排列钢丝绳并嵌入填充胶条,各钢丝绳尽量平直,皮带两边加边胶,在钢丝绳对接空地处,及其它空地填入填充胶
以上就是坤威机械为大家整理《皮带输送机的胶接顺序》的全部内容了,(以上内容仅供参考,具体情况需要具体分析,并不适用于所有现场。如有问题概不负责。)如果想了解更多关于输送机的知识,请拨打我们的电话进行联系吧
本文标题:皮带输送机的胶接顺序
本文作者:河南坤威机械制造有限公司
上一篇:螺旋输送机的构造特点
下一篇:螺旋输送机的特点以及应用


 豫ICP备2020032919号-6
豫ICP备2020032919号-6


