



























皮带输送机安装过程详解
发布时间:2023-06-12 作者:河南坤威机械制造有限公司 tag标签:皮带输送机安装
胶带输送机安装前准备工作:安装前测量预埋螺栓的间距,用水准仪测量各安装基础的标高,并标出头架中心线及尾架中心线,再用经纬仪找出皮带安装基准线;

安装工艺流程:基础验收——皮带机支腿及中间架安装——配重装置安装——头架、尾架及驱动装置架安装——滚筒及托辊安装——机组安装——拉皮带——加油、调试。
胶带输送机安装工艺
1、皮带机支腿及中间架:在安装前用经纬仪找好中心线,再根据中心线位置引出各支腿的桩点位置,如有预埋铁,应根据预埋铁的位置进行适当的调整以便于安装公司,各支腿应与埋件焊接牢固;
2、配重装置:安装配重装置时应保证两力柱间的平行度,同时应保证其垂直度,配重装置装好后,考虑到安全性应立即安装防护栏杆;
3、头架、尾架及驱动装置架:首先校验安装基础的标高,找好中心线,并注意头、尾架的轴线偏差不大于±1.5;安装时还应注意垫铁的设置,应根据规范要求,将垫铁设于主要承重位置,每个连接螺栓两旁应放置一对垫铁,斜垫铁要成对设置,垫铁的数量不超过5块,放置垫铁时要把较薄的垫铁放在较厚的中间,调整结束后还应将垫铁焊牢,螺栓收紧;
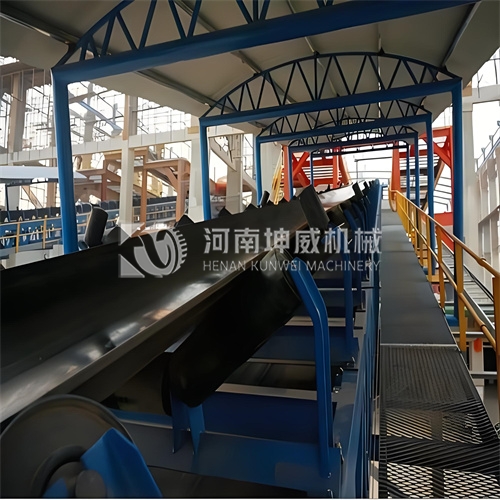
4、滚筒及托辊:滚筒及托辊安装时应检查其轴承部位转动情况,如有转动不灵活的应及时修理或调换。传动滚筒及改向滚筒在调试时还需要调整位置,其螺栓的拧紧力矩为终拧力矩的75~80%;
5、机组安装:机组安装应符合《机械设备安装工程施工及验收通用规范》(GB50231-98)及相关国家规范的要求。其机组中心线偏差为0.02mm,联轴器的径向误差为0.05mm,端面跳动值为0.02mm,半联轴器间的间隙为3~5mm;还应保证机组的水平度和垫铁的使用符合规范要求;
6、拉皮带:由厂家或专业人士负责;
7、加油、调试:加油时做加油记录,根据减速器型号添加合适的机械油或齿轮油,加油数量为到指示位置即可;皮带机各轴承座位置添加黄油(锂基润滑脂);调试时应在皮带机头、尾及中间位置分别设置人员,工作人员要注意皮带机运转是否正常,若遇故障或严重跑偏应立即停止运转;试运转时应先采取点动,当电动正常时再连动调试;皮带机跑偏后工作人员应根据经验对相关的部位进行调节,在多次调节后保证皮带机的运转正常。工作人员还应当使用对讲机或吹哨子保持联系,要时刻注意机器及人员(自身和他人)的安全,严禁违章操作;调试时检查电机、减速机及各轴承位置的温度情况,用听诊器检查减速机的噪音并做好调试记录。
以上就是坤威机械为大家整理《皮带输送机安装过程详解》的全部内容了,(以上内容仅供参考,具体情况需要具体分析,并不适用于所有现场。如有问题概不负责。)如果想了解更多关于输送机的知识,请拨打我们的电话进行联系吧
本文标题:皮带输送机安装过程详解
本文作者:河南坤威机械制造有限公司
本文链接:http://www.henankunwei.com/tag/pidaishusongjianzhuang.html


 豫ICP备2020032919号-6
豫ICP备2020032919号-6


